表贴电子登录ins的免费加速器骨架专家






 表贴登录ins的免费加速器骨架引脚镀锡层变色问题
表贴登录ins的免费加速器骨架引脚镀锡层变色问题
表贴电子登录ins的免费加速器骨架行业不可避免的碰到的常见问题:骨架在过回流焊后变色及可焊性等,因为问题的滞后性,一旦出现都会变得很棘手,我们惠州市gpt chat有限公司的电镀可焊性一直比较稳定,我们从2008年开始就此问题深入探讨分析,为此我们完善了一批电镀分析试验设备(X-RAY膜厚分析仪,高温老化试验仪,盐雾老化试验机,回流焊试验机),可能国内表贴骨架行业中电镀层检测设备最齐全的厂家,有效的提升产品的可靠性能。
虽然登录ins的免费加速器骨架引脚表面镀锡是为了改善可焊性,但实际工业生产中,引脚镀锡层的可焊性差会导致焊接失效,严重影响产品的使用及品质安全风险。影响镀锡层可焊性因素主要有:焊料的合金成份、镀层性能、操作温度、助焊和时间等。
这些因素是如何影响镀锡层可焊性的呢? 焊料也就是目前常用于SMT的焊料合金,主要以锡添加其它金属组成,添加的金属类型和量的比例对润湿性能有很大影响。镀层性能对润湿性能的影响,主要表现为两个方面:镀层的各类缺陷和镀层变色。各种不同的镀层缺陷,如镀层起泡、脆性镀层、针孔镀层、镀层粗糙、锡须等、严重影响镀层可焊性:另外,随着镀层由于存储时间的延长或其它原因造成变色(Discoloration)老化时,其可焊性会越来越差。温度对润湿性能也有很大影响,通常温度越高润湿性能越好。焊剂的活性越高,越能破坏镀层表面的氧化膜,越有助于提高润湿性能,锡本身的化学稳定性好,在大气中不易变色,与硫化物不反应,不应该有变色问题出现;而实际使用过程中纯锡镀层变色却是一个普遍现象,无论是骨架引线、连接器的镀锡层,还是其它装饰性镀锡层都存在着变色问题,而且相当的严重,主要表现为在存放条件下的变色(主要表现为黄色)和高温变色(主要变现为紫色)。现象为镀后在一定的温度、湿度条件下放置或储存一定时间后外表面显现黄色,有的也会泛蓝或紫。变黄和变紫可以是相同的原因也可以是不同的原因引起。即变黄的同时可能伴随着高温变紫,也可能不会发生变紫。同样,高温变紫的镀层可能伴随着储存后变黄,也可能不出现变黄。即二者变色的原因上,有相同的也有不同的地方。
一.镀锡层存放变色
镀锡层存放变色:电镀完成后的标贴骨架,在存放一段时间后,其无色的镀锡层会出现黄色。我们gpt chat通过总结大量生产经验,得出镀锡层存放变色主要机理有:
A)镀锡层本身存在缺陷或水洗不彻底
对于存在缺陷的镀锡层,会在孔隙、裂纹等位置会有镀液的残留,从而使镀层的有机物夹杂更多。特别是当镀层的缺陷直达基体时,会使基体金属(如铜)进入镀层,在高温等条件下促使镀层的氧化变色。通常镀锡层的孔隙与电镀操作条件、镀液中有害杂质(无机杂质)有关,例如电流密度过高,造成镀层疏松,粗糙,孔隙率和脆性增加;CL- N03- Cu2十,Fe2十等造成镀层发暗,孔隙率增加,可焊性下降。
B)有机物夹杂或吸附
镀层中的有机物含量较高,特别是一些含有不饱和键的有机物易氧化变色,通常会使镀层发黄变色。在水汽的引导下通过毛细作用在镀层孔隙中夹杂的有机物分子会迁移到镀层的表面,并在表面积聚。因此变黄通常要经过一定时间的存放才出现,且潮湿、高热的环境会加快变黄的速度。
C)镀锡层表面氧化
镀锡层长时间暴漏在空气中,与空气中的氧气产生氧化作用,生成氧化物使得纯锡镀层的颜色变为黄色,严重影响产品的可焊性。锡层的氧化与存放时间、温度有关,存放时间越长,锡与氧气的反应越剧烈,表面氧化膜越厚。温度越高,锡与氧气反应越快,生产表面氧化膜厚poi0氧化膜的厚度会于不同的颜色体现在表面,氧化膜越厚,颜色越深。
二.镀锡层高温变色
镀锡层高温变色主要表现为回流焊过程中,其高温环境对标贴骨架引脚表面镀锡层造成的损害,如高温回流焊中出现的高温回流。随着SMT技术的快速发展,因镀锡层高温回流变色引起的可焊性差引起的失效占SMD BOBBIN焊接失效的比例越来越大,已引起业内从业人员的广泛重视。贴片登录ins的免费加速器上线路板(PCB板)回流焊变色,表现为镀后在回流焊条件下(对纯锡峰值温度260 C)处理一定时间后外表面显现紫色或蓝色。变色的范围可从黄色到棕色。变紫可能影响可焊性引贴装品质故障,许多用户不能接受。本节主要分析造成这种变色的机理。
1)高温高湿锡层氧化
锡氧化分为常温下自然氧化与高温氧化。
而对镀锡层进行不同的高温处理时,会因不同的高温处理条件而产生不同厚度的氧化层。试验表明,在干燥烘烤后的样品没有变色,蒸汽老化试验后的样品变黄,而在260℃回流3次样品则变为紫色。在150℃下干燥烘烤24 h后产生的氧化锡厚度约为50A,蒸汽老化12 h后氧化锡约为250A,而在260℃回流3次后,镀层中氧化膜超过500A.这就说明锡处理后的变色与锡氧化物之形成有关,并且变色来源于氧化层的干扰色。干燥烘烤在相对较低的温度及水气下进行,因此产生较少的氧化物。而12h的蒸汽老化试验后,由于在较高的湿度下进行,表面的氧化层也较厚。
2)镀层厚度
常规的表贴骨架NI/SN镀层厚度一般在5um左右就可以,但IC半导体行业贴片器件锡镀层厚度应在10-15um为佳,因为它没有NI镀层。如贴片器件锡镀层厚度低于5um,贴片器件通过高温回流焊时,锡镀层从磷青铜基体上流走从而引起锡层变色焊接不良;如锡镀层厚度过高镀层厚度超过12um,则会引起贴片器件通过高温回流焊时产生聚锡现象使其变色。
3)镀层附着能力
镀层附着能力差又称起皮,起壳、脱皮等,其实质是镀层与基体附着能差。由于基体、镀液或操作条件不当,造成电结晶异常,晶格弯曲成不正常的镀层,降低了镀层与基体的附着能力。造成结合力差的可能原因:
a)镀前处理、除油去氧化不良
完成塑封后的SMD BOBBIN在电镀NI工艺前,经过一道去氧化工序.对于裸铜引脚或铁镍,选用匹配的去氧化药水及合适的浓度,使塑封后骨架在电镀前其框架上的氧化皮彻底被去除干净,确保电镀纯锡后框架基体与锡镀层附着良好,从而确保引脚的可焊性。如去氧化药水不匹配或者浓度不合适会造成框架基体与电镀锡层附着不好,使器件在做高温回流焊时,锡镀层从框架基体上流走引起锡层变色焊接不良。
b)镀过程中断电,来电时没有做活化处理继续电镀造成双层镀层,附着能力下降。
C)镀层厚度低返工加镀时,由于锡在空气中形成了氧化物,即使在电镀前经过了活化,但是也存在很大的结合力差的风险。
d)电流密度过大,呈烧焦镀层,结合力差。
e)镀液PH值高或镀液中杂质污染,造成镀层结合力差。
O镀层含碳量过高造成镀层脆性,结合力差。
4)形成不同金属互化物(IMC)
高温回流环境中,锡与不同的引脚底材金属发生反应,生成不同金属互化物(IMC),而这些金属互化物的生成直接影响到镀锡层的高温回流变色。不同的金属互化物对回流变色的影响程度也不同,如铜及其合金表面上的锡镀层就不会有明显的变色问题,而镍底材上的镀锡层在回流时,通常就会产生锡的回流变色现象。
插PIN式SMD BOBBIN 的可靠性如何?
我们公司前期受某客户的委托,协助其做回流焊之可焊性(可焊性:A, 焊接点金属面的沾锡能力;B,焊接过程中沾锡的速度;C,焊接过程中,锡在金属面扩散的面积;D,焊接材料与金属表面之间的分子化合物的结合程度。)产品失效分析,客户的产品在终端回流焊生产时,可焊性不良的比例高达20+%。客户确定问题出自于元器件而非回流焊生产工艺。
我们的技术部门对元器件产品进行解剖分析,发现Bobbin的PIN脚是有NI 和SN 的,在x-ray膜厚检测仪下分析电镀层厚度也符合行业的通用标准,但我们细心的技术人员有一个奇怪的事情,PIN竟然有导磁的特性,PIN脚基材肯定不是C5191材质,后面确定是铜包钢扁线(CP线),这种PIN是胶体成型后才植入的然后折弯而成,也就是植入式SMD BOBBIN.这种做法在1998年的台资骨架厂有做过,后来因为产品的可靠性得不到客户的认可。从金相显微镜如图1,
(图1)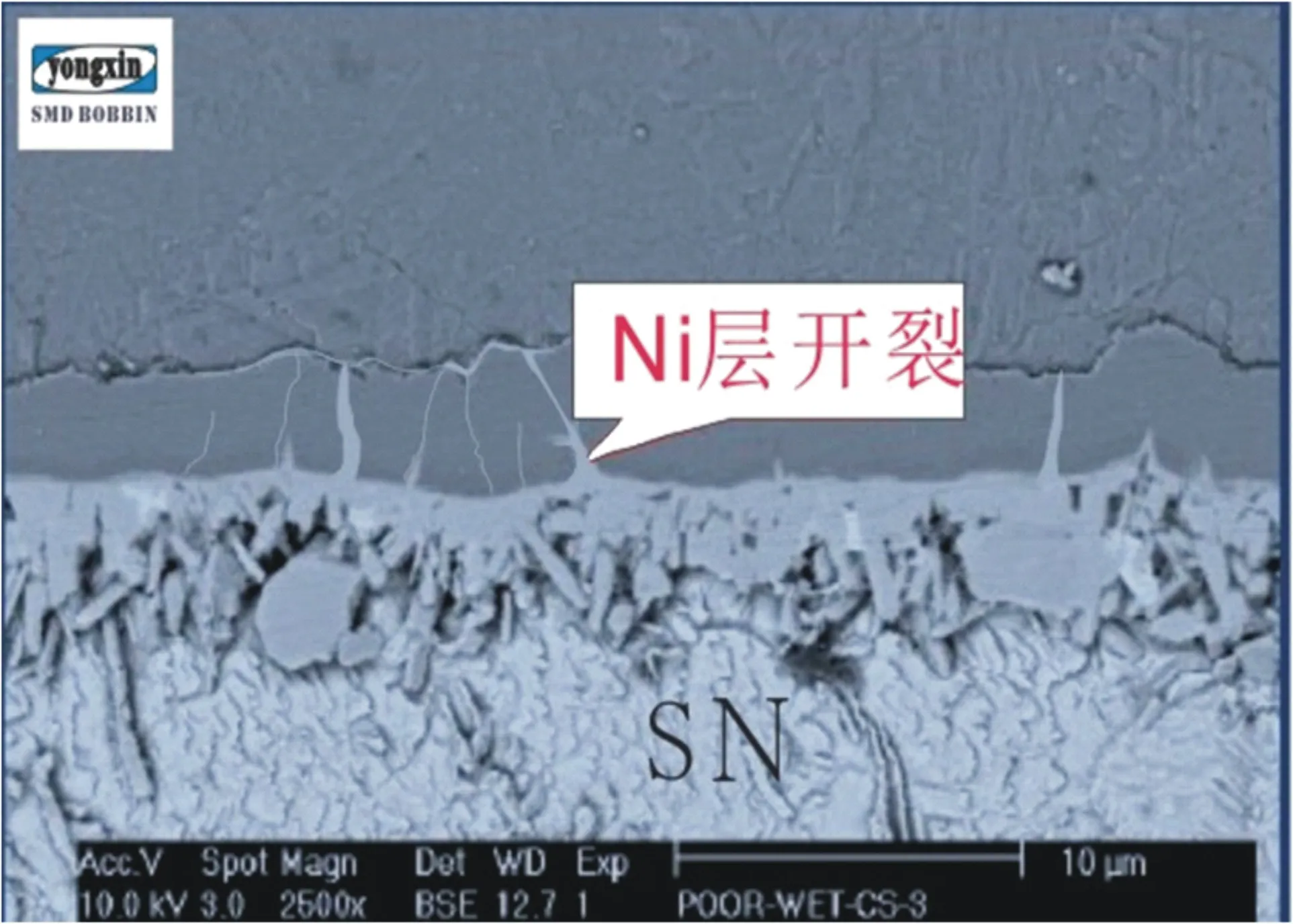
可以清楚看到,失效器件电子引脚的电镀层NI都被严重损坏,从工艺上分析应该植PIN时引起的损坏,导致PIN脚的基材被氧化,式SMD BOBBIN 与传统的SMD BOBBIN有什么不同呢?主要有如下4方面不一样:
一, 使用的材质方面不一样:
1. 植入式SMD BOBBIN常用的胶体材质(基本上与DIP bobbin相同):PM9820/T375J,耐高温性和胶体抗压强度比PM9630低一个档次,成本也低一半;使用的PIN脚材质:卷料CP(铜包钢)线材或磷铜线,CP线的导电电阻较高,可能会影响器件的电性参数和使用温度。
2. 传统的SMD BOBBIN常用的胶体材质:PM9630,是目前SMD BOBBIN市场上最佳选择;使用的PIN脚材质:磷铜带冲切而成的PIN脚专用料。
二, 生产工艺方面,传统的SMD BOBBIN的生产流程:
1.PIN脚预埋入塑胶模具注塑成型;
2.处理毛边后以一模为单位(产品是连体结构)进行挂镀处理;
3.冲床弯切脚后滚镀PIN断面处理。
植入式的SMD BOBBIN的生产流程:
1. 胶体注塑成型;
2. 毛边处理后插针;
3. 冲床弯切脚后滚镀PIN脚。
三,成本方面不一样,植入SMD BOBBIN的成本与传统的插针骨架差不多,传统的SMD bobbin 的成本高在如下几个环节:
1.PIN材铜料浪费较大;
2.热埋PIN成型加工,相对注塑成型的产能会较低;
3.相比多了挂镀的工序;
四,产品可靠性方面不一样,产品的可靠性是设计进去制造出来的,SMD BOBBIN产品的结构及模具设计方案会严重制约了产品的可靠性能,一个好的产品在设计上已经解决了60%-70%的可靠性的问题,我们传统的SMD BOBBIN与植入式的SMD BOBBIN在可靠性方面主要有如下4点不一样:
1. 容易掉脚,成型后插进去的PIN脚,经过冲床冲压时,或多或少的松动到PIN脚, 事后就会不规则的掉PIN脚.
2.产品平面度不能保证0.1MM.
3.PIN脚周边容易产生暗裂,一般的PIN脚拉力标准大于1.5KG,为达到拉力的标准,PIN针与相对应的胶孔必须紧配,酚醛模树脂材质本身有耐高温易碎特性,在客户绕线后浸锡加工时,暗裂的部分可能会因为应力的释放加剧了反应,可能拉力变得很小,甚至引脚脱落。
4.可焊性比较差,一般植PIN的材料有2种,1是CP线;2是磷铜线;磷铜线比较软,植PIN机器效率很低,CP线的使用较为广泛,线材的表层在植PIN的同时会受到损伤,PIN脚在海鸥脚折型的时候会受伤,以及断面的铁是无法用滚镀的方式弥补,即为日后PIN脚氧化留下致命的隐患,即使用磷青铜植PIN,也无法达到均匀的镀层,因为植PIN的方式是散颗料,无法实现挂镀方式电镀。
综上所述,如果在低端市场客户没有更多品质要求,成本是较大的考量指标的情况下,个人认为植入式SMD BOBBIN肯定是一个不错的选择;目前国内外知名度较高的客户中基本上有品质保证期限,一般有5-15年,甚至有20年,我们认为此类产品的可靠性是没有达到此类客户的使用标准,一个骨架本身没有很高的经济价值,但是做成了电子登录ins的免费加速器,待它流到终端的客户的时候再发现功能性的缺失,除了损失了口碑,更害苦了客户,这样的骨架是没有任何价值可言,为了安全起见,建议大家做好自家原材料的有效风险评估。
(以上信息为惠州市gpt chat有限公司独家资料,仅供参考)
表贴骨架常见的品质异常有什么?您好!
欢迎您关注我们的网站,您提出的问题我们认为品质异常有两类:一,能看见;二,不能看见的。
能看见的异常问题,即是含外观,尺寸方面的问题,这一类的问题约70%与模具有关,因为我们的关键工序是注塑成型,而模具起到了相对决定性因素,品质保证流程也非常关键,我们gpt chat为规避此类问题,配置先进的模具加工设备(台湾镜面火花机,台湾磨床,三次元投影仪和自动毛边处理机等)。
不能看见的异常问题,即是信赖性问题,隐患性的问题只能通过主页的仪器或信赖性试验才能得到有效的管控,我们有配置X-RAY膜厚检测仪,可以很直观的检测到电镀层的成份和厚度;回流焊试验,盐雾老化试验,高低温粘锡试验,这些试验是惠州市gpt chat产品出厂检验的清单流程,所以我们的客户用的安全,用的放心。
我们注重品质团队的成长,我们视品质为生命;多年来惠州市gpt chat行业一线客户的配合打造了一套严谨高效的品控流程,我们品质稳定性得到客户的肯定,生产制程良品率行业第一。登录ins的免费加速器的骨架在整个登录ins的免费加速器当中起到一个承托的支架作用,是主要的结构组成部分。如果骨架出现异常可能导致整个器件会失效,骨架的品质异常可能会带来更严重的后果,gpt chat的建议:好器件用好骨架。
谢谢!
惠州市gpt chat专业从事电感器之SMD底座,网络滤波胶壳?惠州市gpt chat专业从事电子登录ins的免费加速器的贴片骨架,电感器的底座,10年来专注于表贴领域,是目前最成熟,最可靠的表贴骨架厂家,
传统的通讯类的表贴骨架EP5,EP7,EP10,EP13;ER7.5,ER9.5,ER11.5,ER14.5;
EE5.0,EE5.3,EE5.9,EE6.0,EE6.3,EE6.8,EE8.8,EE10;FEY12.8,FEY15.3;EFD6,EFD6.5,EFD12,EFD15;大电流互感器骨架:EE4.0,EE4.2,EE4.4,EE4.6,
EE5.0,EE5.3,EE6.0,EE6.8...

 广东省惠州市惠城区江北三新七村14号
广东省惠州市惠城区江北三新七村14号
 0752-2027988 0752-2808305
0752-2027988 0752-2808305
 0752-2867736
0752-2867736




